-
Электроинструменты
Электроинструменты
- Наборы электроинструментов
- Перфораторы ()
- Шлифовальные машины ()
- Циркулярные, дисковые пилы ()
- Фрезеры ()
- Фен технический ()
- УШМ (Болгарки) ()
- Точила ()
- Торцовочные пилы ()
- Степлеры электрические и аккумуляторные ()
- Сетевые шуруповерты ()
- Сабельные пилы ()
- Рубанки ()
- Пылесосы ()
- Полировальные машины ()
- Отбойные молотки ()
- Сварочные аппараты для полипропиленовых труб ()
- Ножницы ()
- Многофункциональный инструмент ()
- Миксеры ()
- Лобзики ()
- Краскопульты ()
- Клеевые пистолеты (термопистолеты) ()
- Зарядные устройства ()
- Граверы ()
- Дрели ()
- Гайковерты и винтоверты ()
- Аккумуляторы ()
- Аккумуляторные отвертки ()
- Аккумуляторные дрели и шуруповерты ()
- Штроборезы, бороздоделы ()
- Для дома и дачи
-
Садовая техника
Садовая техника
- Бензопилы ()
- Мойки и комплектующие ()
- Мойки аккумуляторные
- Триммеры и кусторезы электрические ()
- Снегоуборочная техника ()
- Насосы ()
- Триммеры бензиновые ()
- Мотобуры и комплектующие ()
- Цепные аккумуляторные пилы
- Триммеры и кусторезы аккумуляторные
- Блоки автоматики, мембраны, манометры и комплектующие
- Культиваторы и комплектующие ()
- Опрыскиватели аккумуляторные и бензиновые
- Дровоколы
- Газонокосилки ()
- Мотопомпы
- Воздуходувки, садовые пылесосы, измельчители ()
- Мотоблоки и комплектующие
- Цепные электрические пилы ()
- Автотовары
- Стройматериалы
- Измерительные инструменты
-
Средства индивидуальной защиты и спецодежда (СИЗ)
Средства индивидуальной защиты и спецодежда (СИЗ)
- Дождевики
- Маски сварщика, щитки
- Наколенники ()
- Защита органов зрения ()
- Защита рук ()
- Защита органов дыхания ()
- Защита головы ()
- Защита органов слуха ()
-
Крепеж
Крепеж
- Магнитное крепление
- Саморезы ()
- Цепи ()
- Хомуты ()
- Тросы стальные в полимерной оболочке ()
- Тросы стальные оцинк. ()
- Такелаж ()
- Скоба эл/установочная ()
- Проволока вязальная ()
- Перфорированный крепеж ()
- Крепеж для ступеней лестниц
- Заклепки ()
- Пружинный узел (крепеж пружинный для бруса)
- Дюбельная техника ()
- Метрический крепеж ()
- Гвозди и скобы строительные ()
- Анкерная техника ()
- Крепеж и фурнитура для мебели
- Шурупы ()
- Спорт и туризм
- Оборудование
- Пневматика
-
Расходные материалы
Расходные материалы
- Диски
- Сетки абразивные ()
- Полотна для ножовки ()
- Полотна для сабельной пилы ()
- Полотна для стусла ()
- Расходники, оснастка для триммеров, бензопил ()
- Расходники, оснастка для цепных пил ()
- Ролики для плиткореза ()
- Расходники, оснастка для гравировальной машины ()
- Полотна для ручного лобзика ()
- Расходники, оснастка для многофункционального инструмента ()
- Серпянки ()
- Скобы и гвозди для степлера ()
- Фильтры ()
- Экстракторы ()
- Фрезы ()
- Чашки шлифовальные ()
- Шкурки шлифовальные, круги, фибродиски ()
- Электроды, проволоки сварочные ()
- Гибкие валы ()
- Головки ()
- Скотч, стретч, ленты ()
- Карданчики для головок ()
- Метчики и плашки ()
- Расходники, оснастка для сварочного оборудования ()
- Полотна для электролобзика ()
- Патроны для дрели (шуруповерта) ()
- Свечи зажигания ()
- Губки для шлифования ()
- Приспособления для дрели и УШМ ()
- Крацовки
- Сверла и наборы сверл
- Сетка строительня
- Коронки по дереву, держатели для коронок
- Адаптеры ()
- Держатели бит ()
- Удлинители для перового сверла ()
- Борфрезы ()
- Буры, смазки ()
- Заглушки ()
- Насадки для шлифования ()
- Запчасти ()
- Зенкеры ()
- Зубила и пики ()
- Коронки по бетону ()
- Коронки биметаллические, держатели для коронок ()
- Крестики и клинья для плитки ()
- Круги шлифовальные ()
- Лезвия для электрорубанка ()
- Мешки и комплектующие для пылесосов ()
- Насадки для миксера ()
- Насадки - биты ()
- Удлинители для головок ()
-
Пены, герметики, клеи, ЛКМ
Пены, герметики, клеи, ЛКМ
- Очистители
- Пена зимняя
- Анкеры химические ()
- Пена огнестойкая
- Пена утеплитель
- Аэрозоли, краски, эмали, колеры ()
- Пена-клей
- Герметики и очистители от герметика ()
- Жидкие гвозди ()
- Клей и очистители от клея ()
- Пена летняя, всесезонная ()
- Лакокрасочная продукция
- Стержни для клей-пистолетов ()
- Ручные инструменты
-
Сантехника
Сантехника
- Трубы и фитинги (латунь, PP-R, комбинированные)
- Душевое оборудование и комплектующие
- Смесители, изливы ()
- Краны ()
- Комплектующие сантехнические ()
- Теплоносители
- Шланги для стир.машин (сливной, наливной)
- Канализация
- Сифоны, гофрированные трубы, выпуски, слив-перелив
- Фильтры сетчатые
- Ревизионные сантехнические люки
- Трубная теплоизоляция
- Тросы сантехнические ()
- Подводки для воды и газа
- Клапаны и затворы обратные/регулирующие
- Фильтры и картриджи
- Аксессуары для ванной комнаты и туалета
- Счетчики (сантехника) ()
-
Электрика и свет
Электрика и свет
- Вилки, вилка-переходник, шнуры с вилками ()
- Мультиметры, тестеры, токовые клещи ()
- Электроудлинители, сетевые фильтры, разветвители ()
- Освещение: лампочки, прожекторы, светильники ()
- Кабельная продукция и комплектующие ()
- Электрощитовое оборудование
- Розетки, переносные гнёзда штепсельные, рамки, блоки ()
- Фонари ()
- Изоляторы ()
- Патроны для ламп, патроны-переходники ()
- Клеммы, шины ()
- Звонки ()
- Изоляция кабеля
- Колодки для электроудлинителей ()
- Выключатели, переключатели, светорегуляторы (диммеры) ()
- Вентиляционные системы и очистка воздуха
- Стартеры электрические для ламп
- Элементы питания, ЗУ ()
- Распродажа
Научимся варить сваркой
 24.09.2024
24.09.2024
Как научиться варить сваркой
У владельца частного дома или дачи необходимость в сварке возникает довольно часто. Приварить к воротам оторвавшуюся петлю, смонтировать в гараже прочный стеллаж из металлического уголка, изготовить удобный мангал взамен прогоревшего — перечислять все применения сварки можно долго. Расскажем, что нужно знать, чтобы начать варить самостоятельно.

Источник: shutterstock.com
Что необходимо знать перед работой
Сварку используют для соединения металлических деталей между собой — для этого их частично расплавляют при помощи сварочного аппарата — в месте соединения. После остывания на месте расплава образуется прочное неразъемное соединение.
Чтобы разогреть металл до температуры плавления, используют разные источники энергии: электрическую дугу (о ней расскажем ниже), газовое пламя, лазерное излучение, электронный луч и другие. Технологию сварки с помощью электрической дуги называют электросваркой — в быту ее используют чаще всего.
Для электросварки нужен сварочный аппарат, который формирует ток с нужными параметрами. По сварочным кабелям ток подается в зону сварки. Один из кабелей присоединяют к свариваемой детали — его называют массой. Второй соединен с электрододержателем или горелкой.
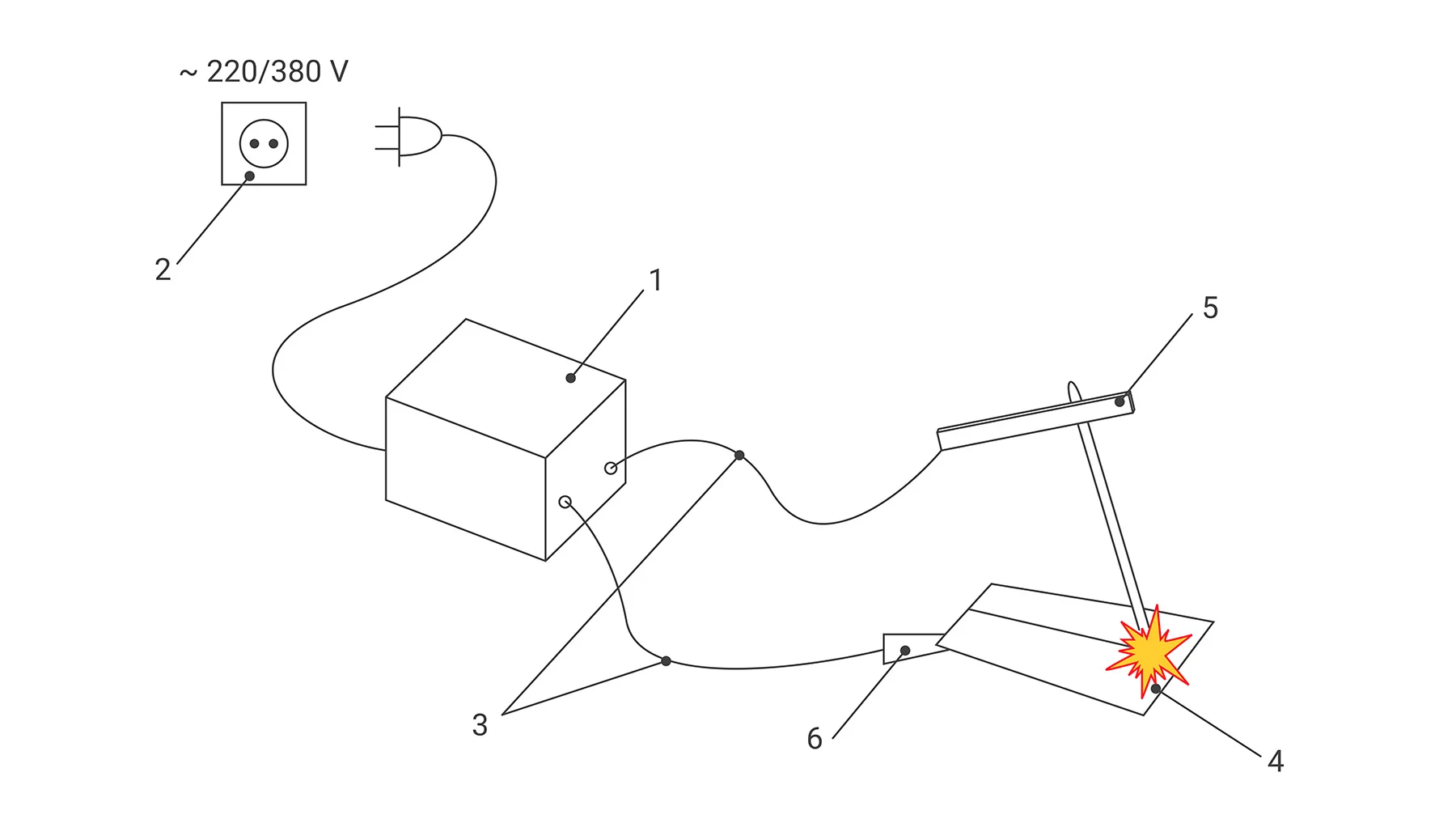
Принципиальная схема электросварки: 1 — сварочный аппарат, 2 — питающая электросеть, 3 — сварочные кабели, 4 — свариваемые детали, 5 — электрододержатель с электродом (горелка), 6 — зажим массы
Виды электросварки
Электрическая дуга — это разряд, который возникает при прохождении электрического тока между концом сварочного электрода и свариваемыми металлическими деталями. При горении дуги выделяется много тепла, температура достигает 4000 °С. Благодаря этому дуга быстро разогревает поверхности, на деталях образуется небольшая зона расплавленного металла — сварочная ванна. В ней металл деталей смешивается, а после остывания и кристаллизации расплава образуется сплошное соединение.
Есть несколько видов электросварки, которые различаются технологией и типом электродов: ручная сварка плавящимся электродом, полуавтоматическая сварка и сварка неплавящимся электродом. Рассмотрим особенности каждого вида подробнее.
Ручная сварка плавящимся электродом
Ручная дуговая сварка (обозначается ММА, Manual Metal Arc) не требует дорогостоящего оборудования и большого опыта, поэтому лучше всего подходит для начинающих сварщиков. Она ведется с помощью штучных плавящихся электродов, а сварной шов образуется из расплавленного металла самого электрода и свариваемых деталей.
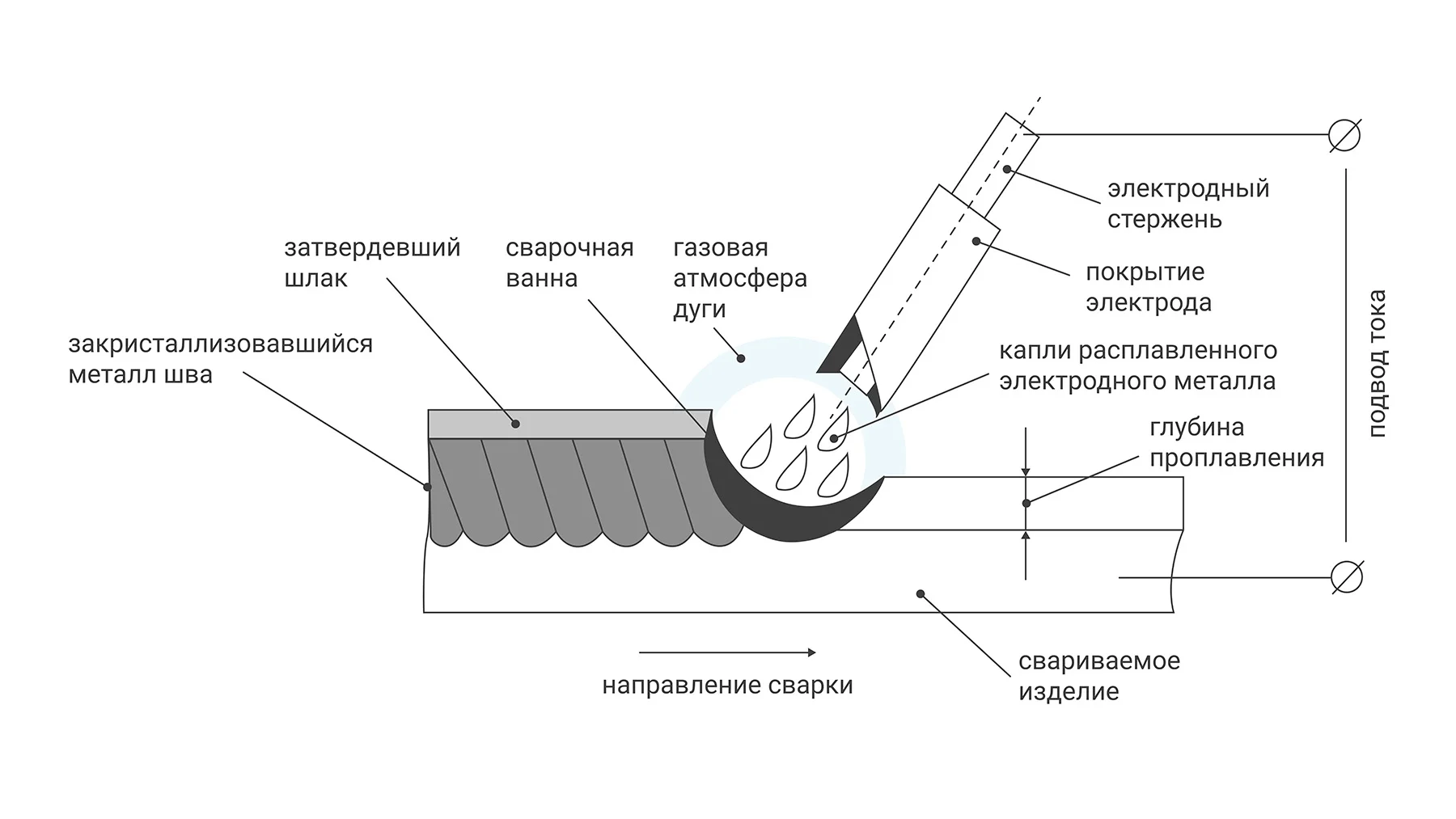
Плавящийся электрод — это металлический стержень со специальным покрытием. В процессе сварки покрытие (обмазка) испаряется и образует вокруг сварочной ванны облако защитного газа, которое изолирует расплавленный металл от кислорода воздуха. Также в состав обмазки входят шлакообразующие и легирующие вещества, которые обеспечивают нужные химические реакции при сварке.
Правильно подобранный электрод (подробнее о выборе рассказываем ниже) позволяет сваривать практически любые металлы — черную и нержавеющую сталь, чугун, алюминий и другие.
Полуавтоматическая сварка
При полуавтоматической сварке (обозначается MIG-MAG, Metal Inert Gas — Metal Active Gas) роль электрода выполняет проволока, которую сварочный аппарат непрерывно подает с катушки в зону сварки с помощью специального механизма.
Защиту сварочной ванны обеспечивает углекислый газ, аргон или их смесь, которая из баллона подается в зону сварки вместе с проволокой. В зависимости от толщины свариваемых деталей и их положения в пространстве сварщик подбирает нужную силу тока, напряжение, скорость подачи проволоки, расход защитного газа. В некоторых моделях сварочных полуавтоматов есть режимы, упрощающие подбор оптимального сочетания сварочных параметров.
Полуавтоматическую сварку можно также выполнять с помощью самозащитной порошковой проволоки, которая позволяет обойтись без тяжелых и громоздких газовых баллонов. Полуавтоматы, работающие с такой проволокой, несколько дороже аппаратов для ручной сварки, но благодаря удобству в работе они становятся у сварщиков-любителей все более популярными.
По сравнению с ручной дуговой сваркой полуавтоматическая обеспечивает более быструю и удобную работу. Отсутствие шлака позволяет сварщику лучше контролировать процесс — швы получаются более аккуратными.
Сварка неплавящимся электродом
Сварка неплавящимся электродом (обозначается TIG, Tungsten Inert Gas) ведется в среде инертного газа. В обиходе эту сварку часто называют аргоновой. Обычно в этой технологии используют вольфрамовый электрод.
В процессе сварки к электроду из баллона подается защитный газ — аргон, гелий, азот или газовая смесь в зависимости от вида свариваемых металлов. При таком процессе сварной шов образуется только из металла соединяемых деталей либо с добавлением присадки, в качестве которой используют металлические прутки или полоски.
Как правило, с помощью TIG-сварки варят тонкостенные металлические конструкции, а также детали из нержавеющей стали, цветных металлов и их сплавов — меди, титана, магния. Получить красивый прочный шов может только сварщик высокой квалификации, специализирующийся именно на этом виде сварки.
Технология выполнения сварочных работ
В зависимости от конкретной задачи в работе сварщика есть свои тонкости. В общем в процессе сварки можно выделить несколько этапов:
- подготовка свариваемых деталей — нарезка заготовок, разметка, при необходимости очистка поверхности и подготовка краев
- сварка
- удаление образовавшегося в процессе сварки шлака и зачистка сварных швов
На каждом этапе используются свои инструменты. Для ручной дуговой сварки потребуются:
- сварочный аппарат MMA с кабелями
- электроды
- вспомогательные инструменты: молоток, струбцины, тиски, магнитные держатели, металлическая щетка
- инструменты для нарезки заготовок из металла: ножовка по металлу, болгарка (можно взять в прокат), плазморез
- разметочные инструменты: рулетка, угольник, мел или белый маркер
- средства индивидуальной защиты: маска сварщика, рукавицы, защитная одежда
Как выбрать сварочный аппарат ММА
В качестве источника тока для электродуговой сварки можно использовать сварочный трансформатор, выпрямитель или инвертор. Для бытового использования удобнее всего инверторные аппараты.
Преимущества инверторов:
- сварка на постоянном токе — проще, чем на переменном, и не требует высокой квалификации
- большая мощность аппарата при небольшом весе и компактных размерах
- возможность работать от бытовой электросети
- широкий выбор моделей как начального уровня, так и профессиональных
При выборе сварочного аппарата нужно учитывать максимальный сварочный ток и напряжение питания. Расскажем подробнее.
Максимальный сварочный ток
Это основная характеристика сварочного аппарата. Чем выше ее значение, тем больше тепла выделяет электрическая дуга и тем больше диаметр электродов, с которыми может работать аппарат:
- Максимальный ток, который выдают аппараты, работающие от сети 220 В — 250 А. Он обеспечивает работу с электродами диаметром до 6 мм.
- У бюджетных моделей максимальный сварочный ток составляет 160 А — этого хватает для электродов диаметром 4 мм.
- Сварочные аппараты, выдающие ток 300 А и более, считаются профессиональными и подключаются к сети напряжением 380 В.
Напряжение питания
Если в вашем населенном пункте напряжение в электросети сильно отличается от номинального, выбирайте инвертор, который может работать при пониженном напряжении — обычно такая возможность указана в паспорте прибора. Некоторые модели сварочных аппаратов продолжают работать при просадке напряжения до 140 В.
Как выбрать электроды
Выбор электродов зависит от вида материала, который нужно сварить, толщины деталей, рода сварочного тока (переменный или постоянный) и пространственному положению (о нем говорим ниже). Расскажем подробнее.

Источник: shutterstock.com
По виду материала
Электроды для ручной дуговой сварки подбирают по виду и диаметру — они всегда указаны на упаковке. В зависимости от вида электроды предназначены для сварки разных металлов — конструкционной и нержавеющей стали, чугуна, алюминия и т. д.
По толщине деталей
От толщины свариваемых деталей зависит диаметр электрода — чем массивнее деталь, тем толще он должен быть. В быту самый ходовой диаметр электродов — 3 мм. Они годятся для большинства задач. Для сварки тонких профилированных труб лучше брать электроды тоньше — 2,5 или 2 мм.
По роду тока
Все электроды можно разделить на две большие группы: одними можно варить и на постоянном, и на переменном токе, другими — только на постоянном. Как показывает опыт, начинающим сварщикам легче варить электродами, которые предназначены для переменного тока, например АНО-21 или МР-3:
- они легче зажигаются
- дуга горит стабильнее
- ими можно варить в любых пространственных положениях
- требования к чистоте свариваемых поверхностей умеренные

Выбирая электроды, учитывайте рекомендации по применению, указанные на упаковке: род тока, полярность, пространственное положение. Фото: Георгий Ерахтин
Средства индивидуальной защиты
Электрическая дуга — сильный источник видимого света, инфракрасных и ультрафиолетовых лучей. Яркий свет может повредить глаза, а ультрафиолет вызывает очень болезненные ожоги кожи. Кроме того, при сварке образуются брызги расплавленного металла, которые также могут привести к ожогам.

Как выбрать строительную одежду для разных видов работ
УЧтобы обезопасить себя во время сварочных работ, воспользуйтесь средствами индивидуальной защиты и наденьте подходящую одежду:
- Маска сварщика или щиток. Очки для газосварки не подойдут.
- Брезентовые или спилковые рукавицы.
- Рабочий костюм из плотной натуральной ткани, например из брезента, с длинным рукавом и застегивающимся воротником. Костюмы из синтетических тканей не годятся — они легко прожигаются искрами и каплями металла.
- Закрытые ботинки, чтобы случайные капли металла не могли попасть внутрь.
Техника безопасности
- Убедитесь, что электрическая сеть защищена противоперегрузочными автоматами (они установлены в распределительном электрическом щитке) — необходимый номинал автоматов указан в руководстве по эксплуатации сварочного аппарата.
- Подключайте сварочный аппарат к электрической сети через исправные вилку и розетку.
- При использовании удлинителя убедитесь, что сечение его жил соответствует мощности сварочного аппарата.
- Не работайте с электроприборами на улице во время дождя и в сырую погоду, чтобы не получить удар электрическим током.
- При горении электрода выделяется много вредных для здоровья газов — работайте в хорошо проветриваемом помещении или на открытом воздухе.
- Примите противопожарные меры. Поддерживайте на рабочем месте порядок и чистоту — посторонних предметов, которые могут загореться от случайных брызг металла, рядом быть не должно.
Как варить сваркой новичку
Чтобы начать варить и сразу получать удовлетворительный результат, изучите рекомендации производителя вашего сварочного аппарата и строго им следуйте. По мере накопления опыта вы начнете чувствовать процесс сварки и научитесь точнее подбирать параметры для конкретной задачи.
Подготовка аппарата к работе и настройка
Перед первым использованием сварочного аппарата внимательно прочитайте прилагаемое к нему руководство по эксплуатации. Как правило, в нем приведены важные рекомендации по подключению аппарата к сети и меры безопасности.
После этого подключите сварочные кабели к розеткам на передней панели сварочного аппарата в соответствии с нужной полярностью, плотно заверните их усилием руки. Электрический ток движется от плюса к минусу. При ручной дуговой сварке на постоянном токе различают два подключения — прямое и обратное. При прямом подключении плюс сварочного аппарата присоединяют к детали, а минус — к электроду. При обратной полярности — наоборот.
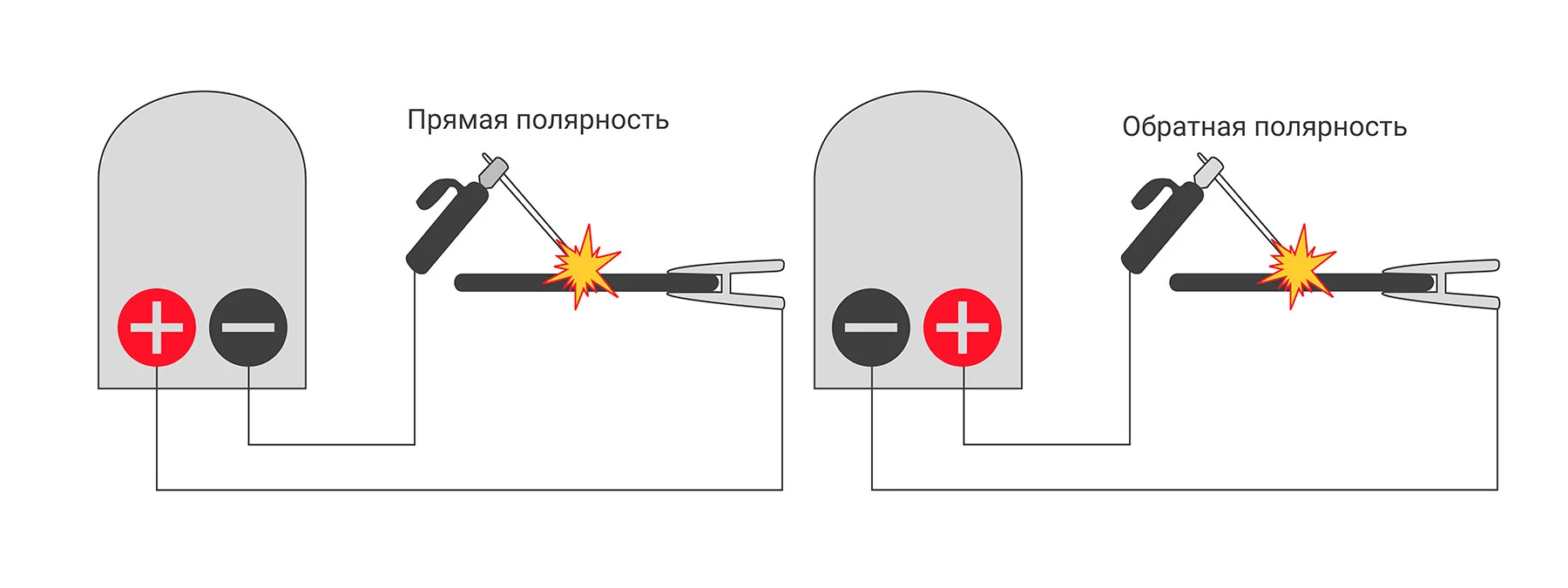
При прямой полярности электроны и расплавленное вещество электрода движутся в одну сторону — от электрода к свариваемой детали — и передают ей много тепла, поэтому прямую полярность используют обычно при сварке толстого металла. При обратной полярности деталь получает меньше тепла, чем при прямой, поэтому ее используют при сварке тонкостенных конструкций — меньше риск прожечь деталь.
Когда соберете систему, подключите аппарат к электрической розетке, затем присоедините сварочный кабель с массой к свариваемой детали и вставьте электрод в электрододержатель.
С помощью регулятора на передней панели установите величину сварочного тока. Она зависит от диаметра используемого электрода, толщины свариваемых деталей и пространственного положения сварного шва. Положение может быть нижним, вертикальным или горизонтальным и потолочным.
Приблизительная величина сварочного тока для сварки в нижнем пространственном положении приведена в таблицах ниже.
Стыковое соединение
| Толщина металла, мм | Стыковое соединение | |
| Сварочный ток, А | Диаметр электрода, мм | |
| 1 | 25–35 | 2 |
| 1,5 | 35–50 | 2 |
| 2 | 45–70 | 2,5 |
| 4 | 120–160 | 3–4 |
| 5 | 130–180 | 3–4 |
| 10 | 140–220 | 4–5 |
| 15 | 160–250 | 4–5 |
Тавровое соединение
| Толщина металла, мм | Тавровое соединение | |
| Сварочный ток, А | Диаметр электрода, мм | |
| 1 | 30–50 | 2 |
| 1,5 | 40–70 | 2–2,5 |
| 2 | 50–80 | 2,5–3 |
| 4 | 120–160 | 3–4 |
| 5 | 130–180 | 4 |
| 10 | 150–220 | 4–5 |
| 15 | 160–250 | 4–5 |
Нахлесточное соединение
| Толщина металла, мм | Нахлесточное соединение | |
| Сварочный ток, А | Диаметр электрода, мм | |
| 1 | 30–50 | 2,5 |
| 1,5 | 35–75 | 2,5 |
| 2 | 55–85 | 2,5–3 |
| 4 | 120–180 | 3–4 |
| 5 | 130–180 | 4 |
| 10 | 150–220 | 4–5 |
| 15 | 160–250 | 4–5 |
При выполнении вертикальных швов силу тока уменьшают примерно на 15 %, потолочных — на 25 %. Для угловых соединений вероятность прожечь металл невелика, поэтому рабочий ток в таких случаях может быть выше.
Рекомендации по выбору сварочного тока всегда приблизительные. Опытный сварщик корректирует силу тока в зависимости от того, каким получается шов.
Если валик наплавленного металла высокий, брызг почти нет, значит, металл свариваемых деталей проплавляется слабо и ток нужно увеличить. Если валик низкий, брызг по бокам шва много, значит, ток слишком большой и его нужно уменьшить.
Поджиг электрической дуги
Чтобы дуга зажигалась с первой попытки, нужно:
- в местах сварки и присоединения массового зажима очистить металл от грязи и ржавчины с помощью металлической щетки
- использовать сухие электроды
Установив электрод в электрододержатель, сначала отрепетируйте свои движения. Ваша поза должна быть достаточно удобной, чтобы вести электрод вдоль шва и одновременно по мере укорачивания электрода приближать держатель к детали. Проследите, чтобы кабель при работе не зацеплялся и не мешал движениям. Когда все будет готово, чиркните кончиком электрода по свариваемой детали в начале шва, после появления дуги начинайте варить
Если электрод прилип к детали, оторвите его, покачивая влево и вправо — тянуть электрод не нужно. Затем попытайтесь зажечь дугу снова.
Состояние электродов очень сильно влияет на легкость их поджига. Если электроды влажные, они плохо зажигаются, постоянно прилипают, дуга при горении сильно трещит, летит много брызг.
Используйте свежие электроды, которые хранились в сухом месте. Чтобы они не набирали влагу из воздуха, вынимайте их из упаковки по несколько штук непосредственно перед работой. Остаток неиспользованных электродов сразу убирайте обратно.
Электроды, которые хранятся во вскрытой заводской упаковке, постепенно набирают влагу из воздуха. После долгого хранения они могут стать непригодными к использованию. Перед ответственной работой лучше сразу купить свежие электроды.
Правильное положение электрода
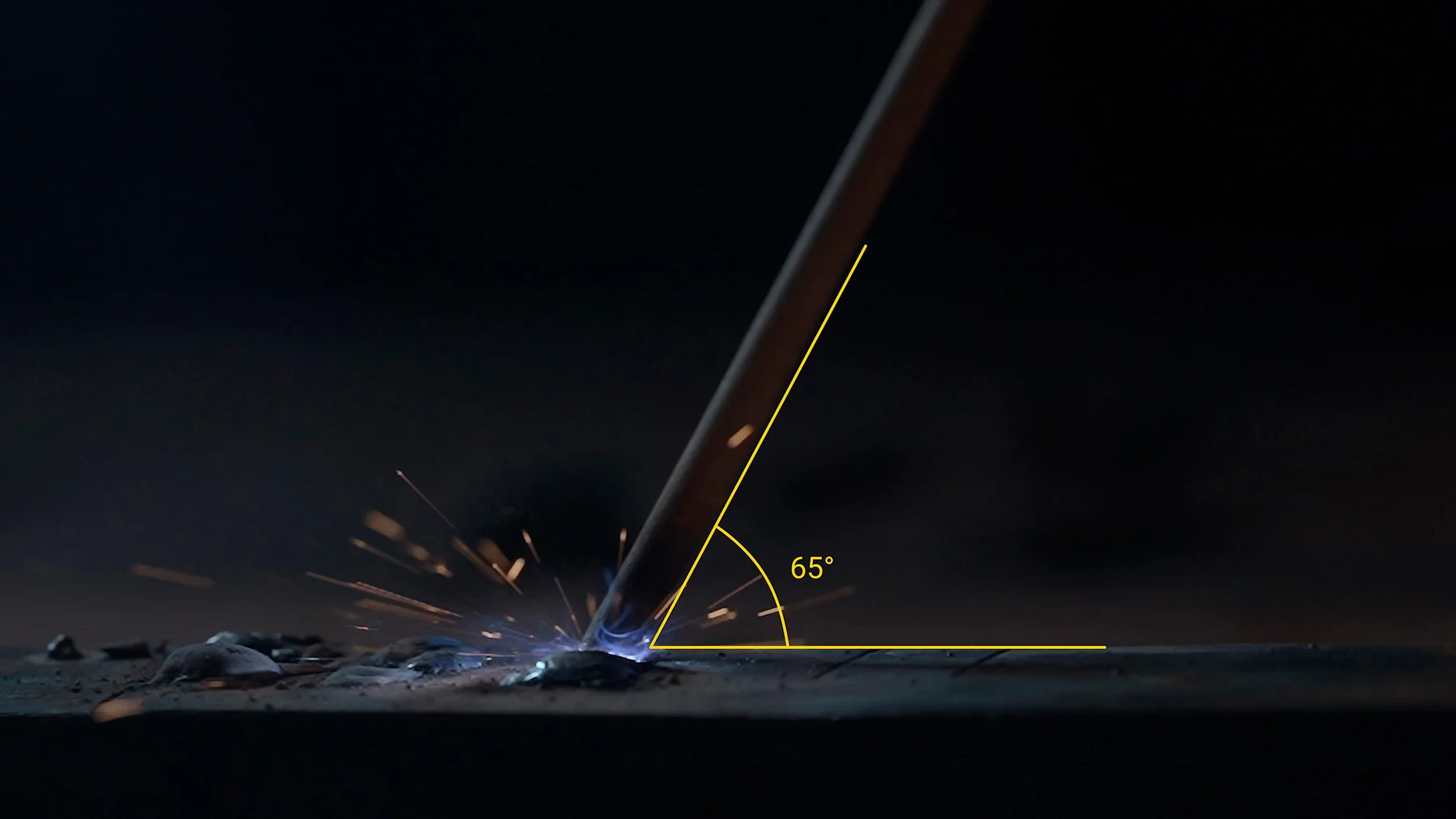
Оптимальное положение электрода, которое подходит для большинства случаев, — под углом примерно 45–65° к поверхности детали. При этом основной поток тепла, идущий вдоль дуги, хорошо проникает в толщу свариваемых деталей и проплавляет их на большую глубину. Одновременно поток вещества от горящего электрода отгоняет из зоны сварки расплавленный шлак, который при застывании остается на поверхности.
Источник: shutterstock.com
Если угол больше, сварщик плохо видит сварочную ванну из-за шлака. Если электрод держать слишком полого по отношению к свариваемым деталям, они прогреваются меньше, расплавляются на недостаточную глубину, валик на сварочном шве получается высоким, а соединение в целом может оказаться недостаточно прочным.
Изменяя угол электрода, сварщик может контролировать глубину проплавления металла. Это очень важно при сварке тонких деталей, например профилированных труб. Чтобы не прожечь тонкие стенки насквозь, электрод нужно держать более полого.

Источник: shutterstock.com
Движение электрода при сварке
В процессе сварки сварщик перемещает электрод, совершая им одновременно три движения:
- вдоль сварного шва
- влево-вправо зигзагом, задерживая электрод на доли секунды в крайних положениях — это нужно, чтобы электрическая дуга успевала хорошо прогреть и расплавить края свариваемых деталей
- вдоль электрода по направлению к сварочной ванне, чтобы кончик постепенно сгорающего электрода находился на одном и том же небольшом расстоянии от шва — примерно 1 мм от поверхности расплавленного металла
Электрод можно перемещать вдоль шва вперед или назад. При движении назад сварщик хуже видит стык деталей, однако при этом образуется меньше брызг, дуга отгоняет расплавленный шлак и шов получается ровнее и чище. При движении вперед сварщик хорошо видит направление движения, однако дуга при этом выбивает из сварочной ванны брызги металла.
Ошибки при сварке
Признаки качественного шва: одинаковая ширина по всей длине, невысокий валик, металл хорошо проплавлен и сварен в начале, нет глубокого кратера в конце, чешуйки расположены плотно, брызг мало. Из-за ошибок сварщика качество сварки снижается.
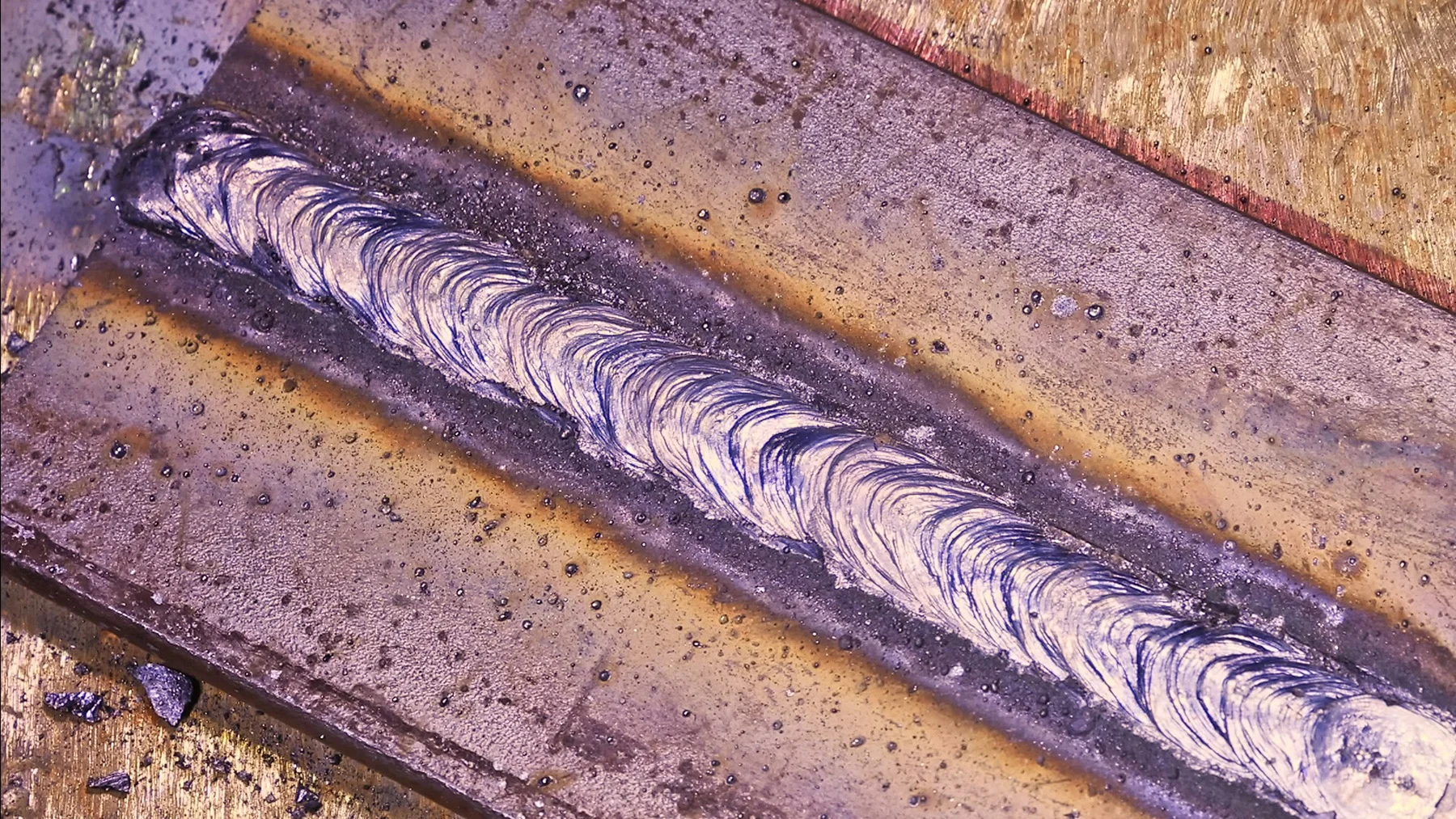
Качественный шов. Источник: Youtube | 100 Ампер"
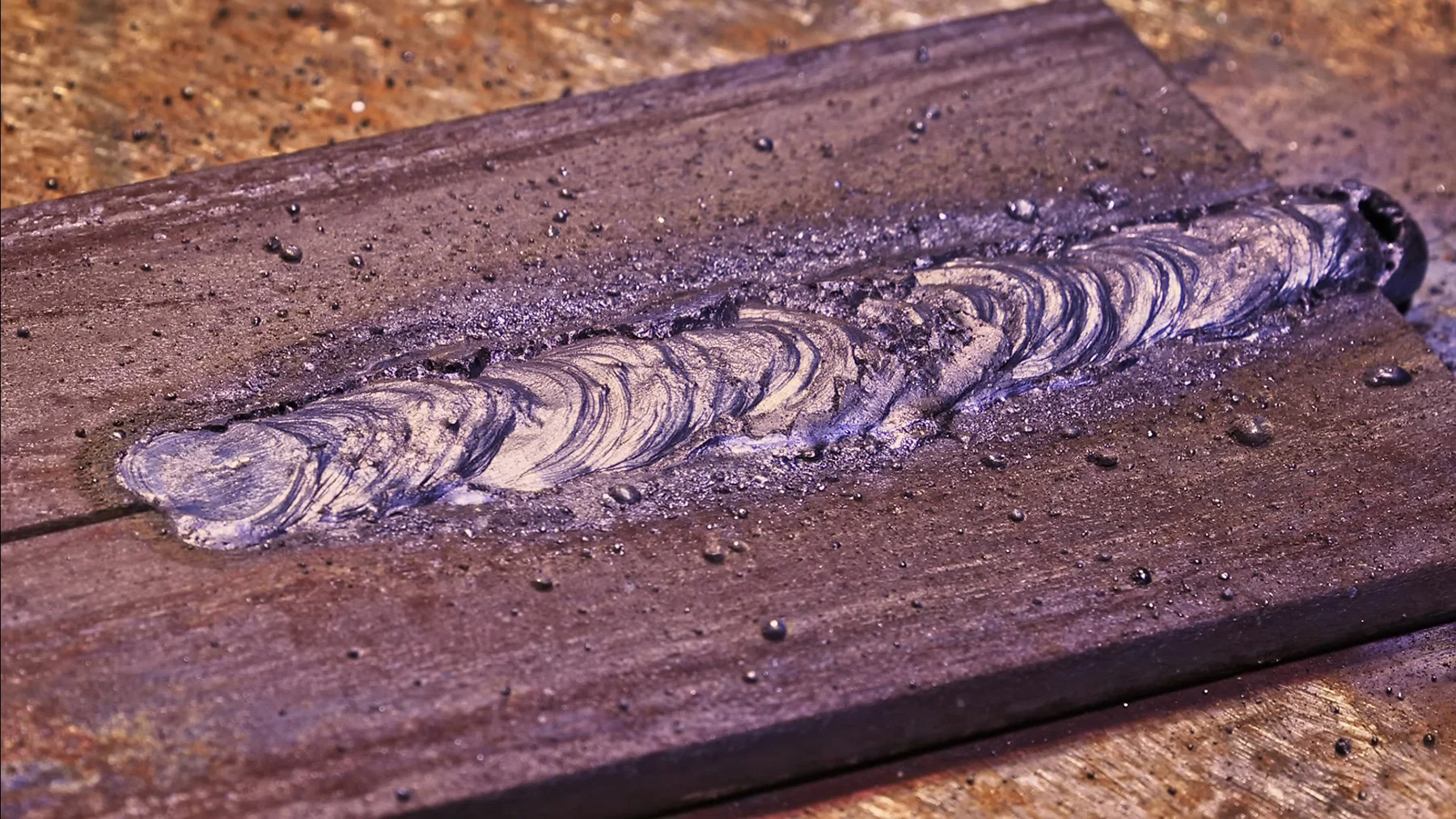
Недостаточный разогрев детали в начале сварки
После возникновения дуги сварщик слишком рано начинает перемещать электрод вдоль шва. Свариваемые детали не успевают прогреться, в начале шва остается непроваренный участок.

Источник: Youtube | 100 Ампер
После поджига дуги задержите электрод в начале шва, чтобы детали прогрелись. Когда образуется капля расплавленного металла, начинайте зигзагообразными движениями перемещать электрод вдоль шва.
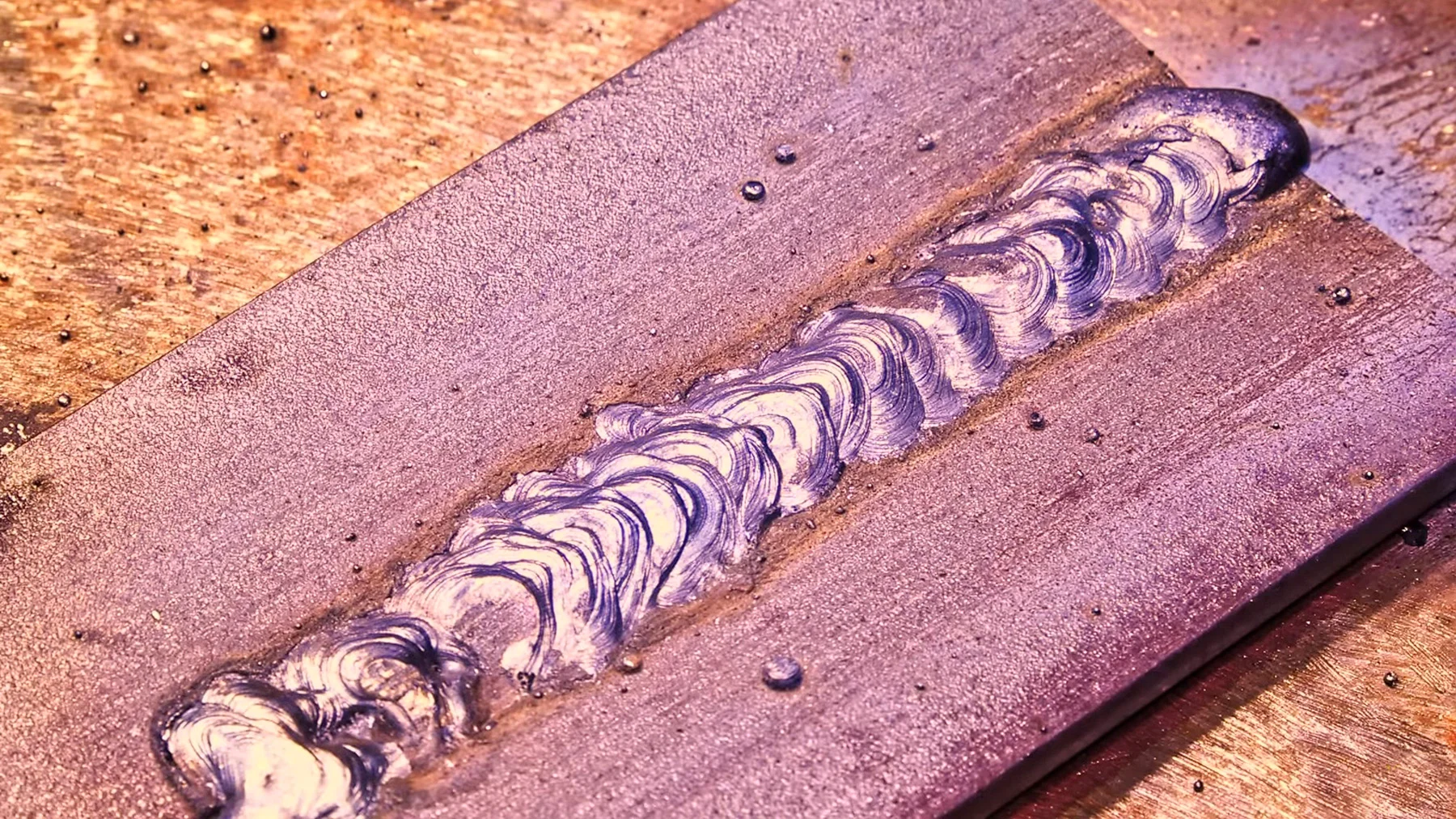
Сварка длинной дугой
Сварщик держит электрод слишком далеко от шва, дуга получается слишком длинной, поэтому она прерывается и может погаснуть. Шов получается неровным, вокруг шва много брызг.
Источник: Youtube | 100 Ампер
Варите на короткой дуге. Для этого держите электрод как можно ближе к сварочной ванне. Оптимальное расстояние — примерно 1 мм.
Хаотичное движение электрода
Если перемещать электрод с разной скоростью и в разных направлениях, получается неровный шов с вкраплениями шлака. Чтобы этого избежать, перемещайте электрод вдоль шва с постоянной скоростью с одним и тем же наклоном, поддерживая короткую — около 1 мм — дугу. Перед сваркой ответственных конструкций потренируйтесь на кусках металла такой же толщины, чтобы набить руку.
Источник: Youtube | 100 Ампер
Слишком сильный наклон электрода
При таком положении шов прогревается плохо, поэтому валик получается высоким и узким, образуется много брызг. Чтобы шов был нормальным, держите электрод под углом 45–60° к поверхности детали, если только вы не варите тонкостенные заготовки, которые легко прожечь. В случае тонкого металла угол наклона можно делать более пологим, чтобы уменьшить риск прожечь заготовку насквозь.

Источник: shutterstock.com
Резюме
Чтобы начать осваивать ручную дуговую сварку, достаточно приобрести бюджетный сварочный инвертор, маску сварщика и электроды.
Основной параметр, который определяет процесс сварки, — сварочный ток. Его подбирают в зависимости от толщины свариваемых деталей, диаметра электрода, вида соединения и пространственного положения шва. Для приблизительного подбора величины тока можно воспользоваться таблицей.
В начале обучения сварке нужно внимательно анализировать каждый выполненный шов. Обращать внимание, как влияет на результат сварки расположение деталей, величина сварочного тока, направление движения электрода. Чтобы уловить закономерности, изменяйте за один раз только один параметр сварки. Например, увеличивайте или уменьшайте ток, но сохраняйте угол наклона электрода и скорость его перемещения.
Чем больше у вас будет практики, тем скорее при сварке появится автоматизм и заработает интуиция.